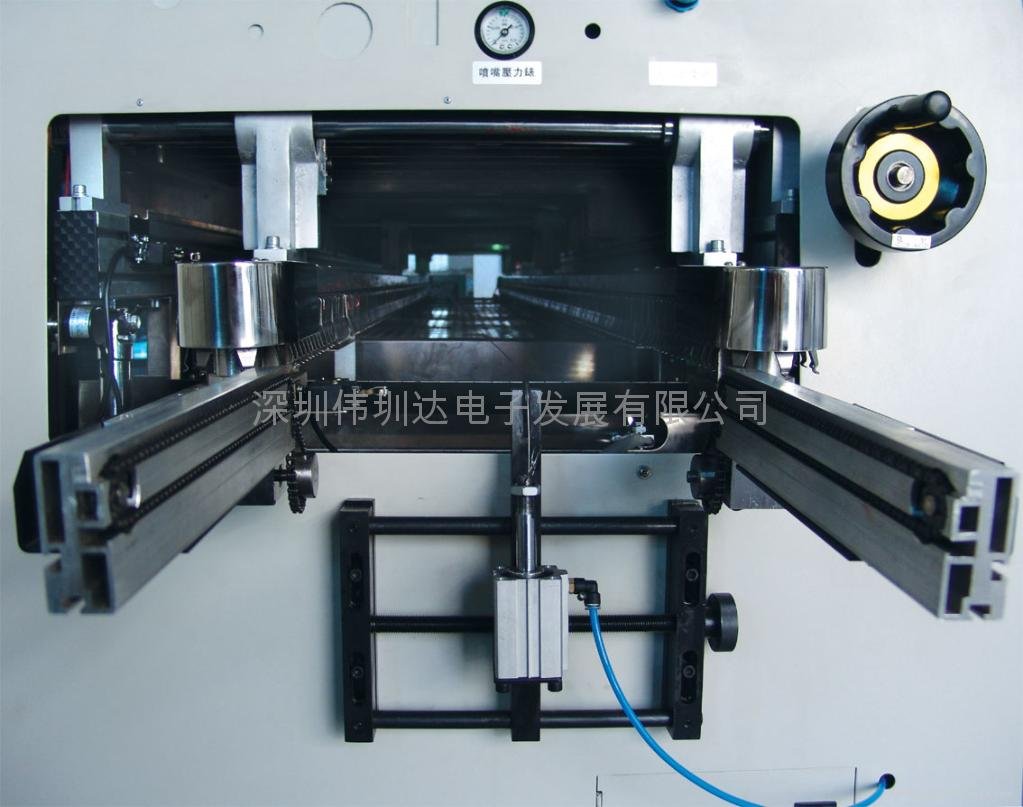
超越無鉛雙波峰錫爐獨特設計的錫槽
獨特設計的錫槽噴口有助於減少氧化渣的產生,其優點為:
1.雙噴口及邦浦採用分離式懸臂設計,可微調PCB板吃錫面之前傾、後仰的優點。
2.碳粉套管裝置:可防止泵浦軸心與錫面磨擦所產生的黑色碳粉和錫渣。
3.平、亂波間距為3~3.5cm(可調),並配置錫波導流槽及錫渣槽的設計,可降低氧化渣的產生及防氧化渣逆爬,減少PCB板過焊後的光潔度。
4.內爐雙噴口為分解式設計,方便拆解,保養容易。
5.爐體採用台灣進口(中鋼采購)鈦合金板材 (板厚5mm)製造。
6.平波鏡波面寬窄可調(50~140mm),對特殊PCB板設計的焊接良率更具效益。
7.錫爐之功能性及機械式均符合無鉛焊錫的要求。
可以為你節約:
1.無鉛製程對預熱槽與波峰液面的間距約15~20cm(時間3~4sec)的溫度掉溫現象,歐盟各國基本上的要求是不得低於5OC----例:板底溫度如設定120OC,掉溫下限就不得低於115OC﹔但有的客戶為了避免熱沖擊(爆增溫度)影響,導致PCB板銅箔面或綠漆、元件燒損,而要求板底溫度在間距中必須往上提升到130~140OC,就要有一套能升溫的熱補償裝置----本公司配置的熱補償系統可達到130~160OC(可調)。
2. 波峰到第二波峰掉溫溫差不得低於50OC,為的就是避免助焊劑活性分子,于過完 波後受到熱沖擊影響失去助焊的功能,當再過第二波時會產生二次過錫的現象,其掉溫不得低於50OC的數據是由 波與第二波的間距所實測出的結果,茲把本公司噴口設計的優點詳述如下:
1)雙噴口及邦浦採用分離式懸臂設計,可微調PCB板吃錫面之前傾、後仰的優點。
2)碳粉套管裝置:可防止泵浦軸心與錫面磨擦所產生的黑色碳粉和錫渣。
3)平、亂波間距為3~3.5cm(可調),並配置錫波導流槽及錫渣槽的設計,可降低氧化渣的產生及防氧化渣逆爬,減少PCB板過焊後的光潔度。
4)內爐雙噴口為分解式設計,方便拆解,保養容易。
5)爐體採用台灣進口(中鋼采購)鈦合金板材 (板厚5mm)製造。
6)平波鏡波面寬窄可調(50~140mm),對特殊PCB板設計的焊接良率更具效益。
7)錫爐之功能性及機械式均符合無鉛焊錫的要求。
3. 冷卻系統按國際公認的數據是10sec需降低至150OC,也就是說每秒的降溫斜率必需要大於10OC﹔但 Dell、HP卻持不同的意見:就是PCB板在過完錫波後,其降溫斜率是要按廠家所使用焊材的不同而冷卻的“工作溫度”(降溫斜率)確有很大的差異,就其真正的原由是因各焊材供應商所供應的焊料其金屬元素屬性不同,于熱脹冷縮後的結晶體脆化程度的粗、細(錫裂現象)來判定降溫斜率-----實際的工作溫度是10OC~15OC,也就是錫波液面上風口的工作溫度不得低於10OC,也不得高於15OC,所以選用的冷卻系統就必需以2P的工業空調才能達到此效果,一般家用空調或冰水機在經過風管及附在錫波液面上的出風設備經熱效應的影響而無法達到此要求。
4.曲線圖已提供(仁寶、達方實測的圖標)。
5. 本公司設計的噴霧系統在工作時,會隨PCB板的寬窄、生產線速度的快慢而自動調整噴頭往復的速度,可完全避免重復噴塗的缺點。